想要更深入地了解我们的吕梁<兴县>(本地)FCY20A硬质合金钢材-可寄样品产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:兴县吕梁<兴县>(本地)FCY20A硬质合金钢材-可寄样品的图文介绍
FCY20A硬质合金钢材-可寄样品")
天强特殊钢有限公司总部坐落于坐落在闻名的 模具钢生产厂家、之乡兴县,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 模具钢生产厂家、的专业生产厂家,。本厂 模具钢生产厂家、产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 模具钢生产厂家、业专业厂家。

FCY20A硬质合金钢材-可寄样品")
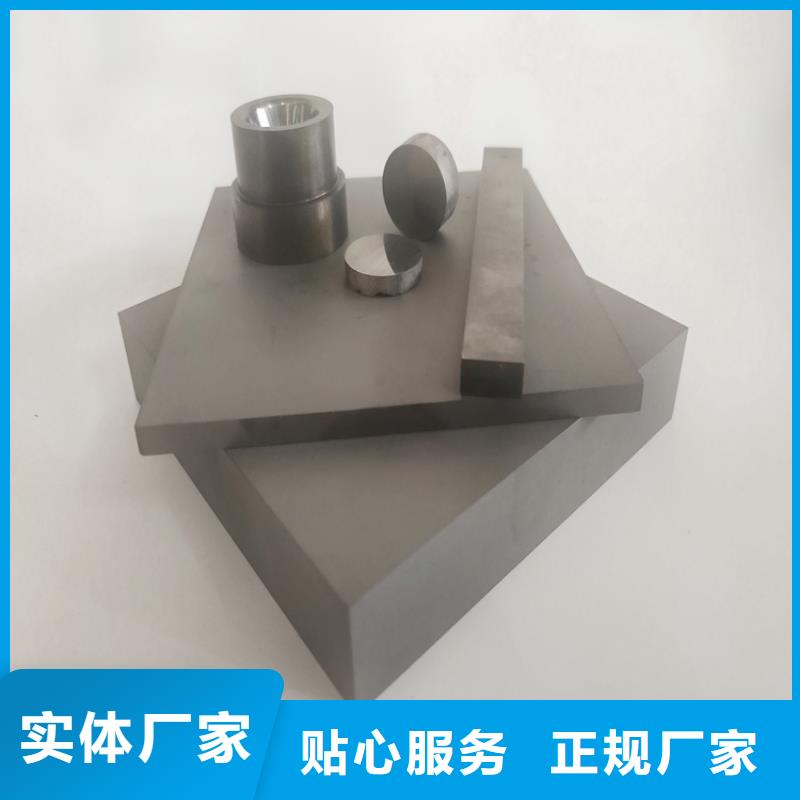
钨钢(硬质合金)还可用来制作凿岩工具、兴县本地采掘工具、兴县本地钻探工具、兴县本地测量量具、兴县本地耐磨零件、兴县本地金属磨具、兴县本地汽缸衬里、兴县本地精密轴承、兴县本地喷嘴等。钨钢,硬质合金模具,板材,顶锤,辊环,刀具,及各种钨钢硬质合金标准规格有大量库存,毛坯现货供应
如:板材类(长*宽*高)
6*120*(2-15)80*110*(2-30)
70*240*(10-55)100*100*(2-75)
105-105*(2-60)100*160*(10-60)
100*200*(10-60)125*125*(2-15)
150*150*(2-60)165*220*(2-6)
200*200*(2-60)200*300*(2-9)
FCY20A硬质合金钢材-可寄样品")
天强特殊钢有限公司
FCY20A硬质合金钢材-可寄样品")
FCY20A硬质合金钢材-可寄样品")
FCY20A硬质合金钢材-可寄样品")
钨钢烧结过程的四个基本阶段:
1、兴县同城脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化:
成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、兴县同城数量以及烧结工艺的不同而改变。
粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。
2、兴县附近固相烧结阶段(800℃——共晶温度)
在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。
3、兴县本地液相烧结阶段(共晶温度——烧结温度)
当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。
4、兴县附近冷却阶段(烧结温度——室温)
在这一阶段,钨钢的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对钨钢进行热处理以提高其物理机械性能。
FCY20A硬质合金钢材-可寄样品")



 扫一扫
扫一扫